


настоящая статья является интеллектуальной собственностью автора и может быть размещена на других ресурсах только с прямой ссылкой на сайт WELDSTAR.narod.ru
Как отремонтировать сварочный полуавтомат неинверторного типа
Поводом для написания этой статьи послужил анализ
большого числа запросов владельцев сварочных полуавтоматов, которые можно легко
обнаружить на различных форумах по сварке в сети Интернет.
Общая тема почти всегда у них одна: купленный
сварочный полуавтомат перестал выполнять свои функции полностью или не
обеспечивает паспортные параметры. Все оборудование этого типа, находящееся в эксплуатации в различных
регионах России, Украины, Беларуси условно делится на:
1) - сварочные полуавтоматы, выпущенные или разработанные в СССР
2) - сварочные полуавтоматы выпущенные в последние годы известными зарубежными или отечественными фирмами, имеющими многолетний опыт в разработке и производстве сварочного оборудования
3) - сварочные полуавтоматы малоизвестных торговых марок. К ним относятся изделия очень похожие между собой по внешнему виду (дизайн корпуса, расположение органов управления), но имеющих различные названия. Обычно это оборудование изготавливается в Китае по заказу наших местных продавцов.
4) - сварочные полуавтоматы, выпущенные небольшими местными производственными фирмами, работающими как правило только в своем регионе
Оборудование советского производства всегда снабжалось документацией, которая содержала не только принципиальную схему, но и перечень ее элементов и рекомендации по ремонту и наладке. Однако сейчас, практически все производители, руководствуясь конкурентными соображениями и стремясь заставить покупателя приобретать новое оборудование, перестали снабжать свои изделия какими либо описаниями работы и принципиальными схемами, помещая в лучшем случае функциональную схему, не содержащую подробностей. В результате этого, покупатель вынужден из своего кармана оплачивать такую «политику». Имея некоторый опыт в проведении ремонтов сварочных установок, я попытался дать рекомендации по решению указанной проблемы.
Для начала разберем конструкцию практически любого сварочного полуавтомата. Обычно состоит она из следующих основных узлов:
- мотор-редуктор (обычно на базе двигателя постоянного тока)
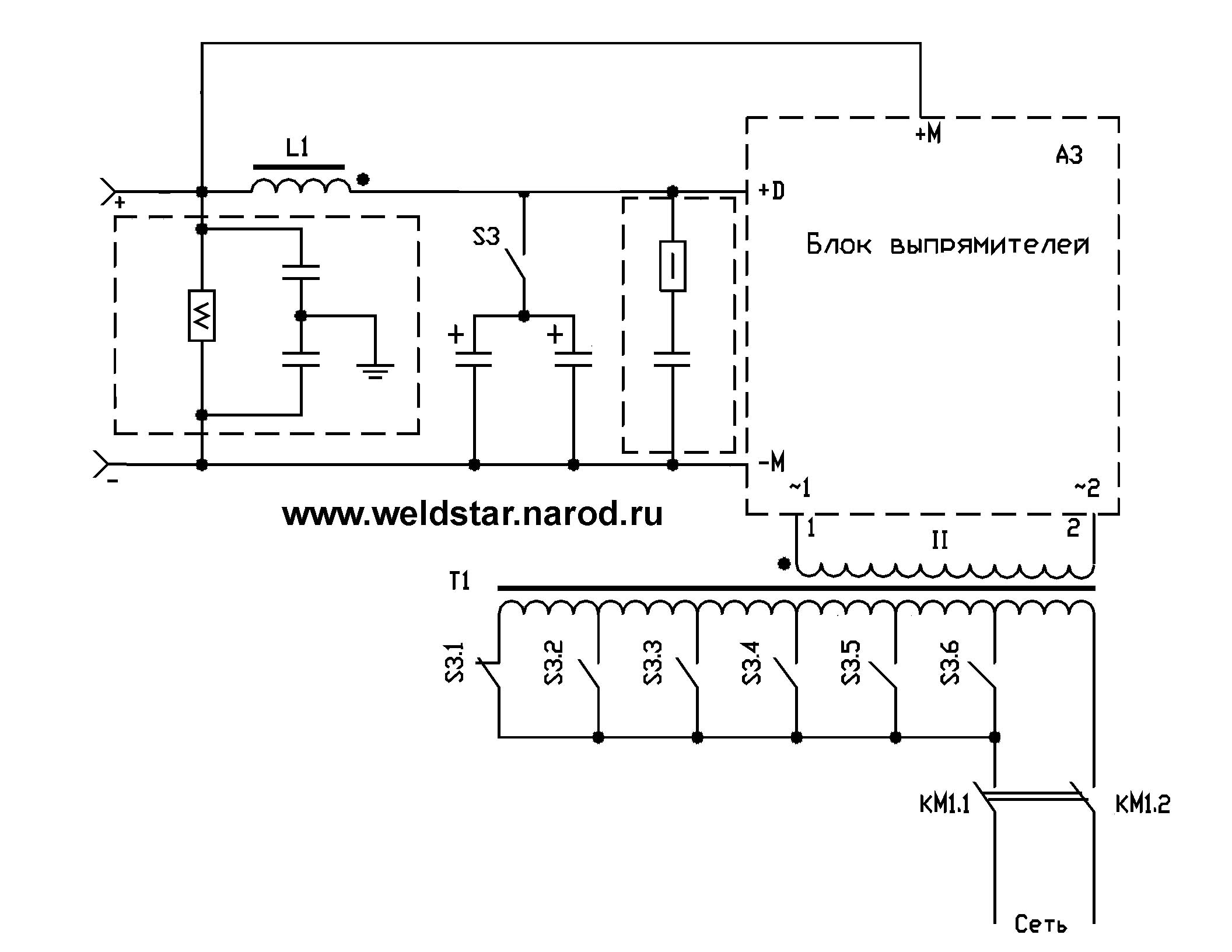
- источник сварочного тока (выпрямитель) - обеспечивает постоянным током сварочную дугу. Сварочный выпрямитель обычно состоит из следующих элементов: силовой понижающий трансформатор, блок выпрямителей, дроссель. Способы регулирования тока бывают самыми различными: переключение отводов первичной или вторичной обмоток, тиристорное фазовое регулирование, транзисторные ШИМ регуляторы.
- управляемый прерыватель сварочного тока (пускатель, контактор, отдельные размыкающие тиристоры или входящие в состав регулятора источника тока)
- клапан защитного газа
- горелка с кнопкой «Сварка»
- блок управления скоростью подачи проволоки (БУСП). Обычно производит не только плавное регулирование скорости подачи, а также обеспечивает выполнение цикла сварки с различными временными интервалами: прерывистая сварка, задержка газа и предварительный обдув изделия, и т.д.
Указанный выше набор узлов почти всегда входит в любой полуавтомат. Сложности в ремонте вызывает разнообразие силовых и управляющих схем. Однако, если отбросить многие «навороты», которые сварщики зачастую и не используют, то можно минимизировать задачу. В результате она будет сведена к такому простейшему алгоритму:
- нажатие кнопки «Сварка» на горелке
- автоматическое открывание клапана углекислого газа
- включение
двигателя подачи проволоки на заданной скорости и одновременное включение
источника тока. После протекания цикла сварки, отпускание кнопки на горелке приводит
к одновременному отключению клапана, источника тока и двигателя подачи. Многие
специалисты скажут, что в указанном выше простейшем алгоритме нет
предварительного обдува газом перед сваркой и после сварки. Это так, однако,
опыт эксплуатации целого цеха сварочных полуавтоматов (несколько десятков),
выполненных по простейшей схеме, показывает, что ее вполне достаточно для
большинства задач. Что касается сварки точками, то обычно сварщики очень
ограниченно используют этот режим.
Исходя из сказанного, предлагается
следующий способ ремонта практически для всех типов полуавтоматов с двигателем
постоянного тока, электросхема которых отсутствует у пользователя:
1) - обследовать силовую часть и весь электромонтаж. В результате обследования необходимо выяснить от какого источника запитан электродвигатель, клапан, плата управления, реле или пускатель включения сварочного тока. Также нужно определить номинальное напряжения двигателя и напряжение срабатывания клапана и реле.
- с учетом полученных результатов нарисовать хотя бы блочную принципиальную схему будущих соединений. При этом предусматривается, что существующая плата управления заменяется на плату собственного изготовления. Обычно для этого я использовал хорошо зарекомендовавшую себя схему ШИМ регулятора на микросхеме таймера NE555 (1006ВИ1). Она обеспечивает хорошую плавность регулирования скорости и практически не требует наладки при заведомо исправных деталях. Ниже привожу электросхему этого устройства. Она хорошо знакома многим пользователям Интернета. Еще одним преимуществом такой схемы является практически отсутствующий нагрев выходного транзистора. Это объясняется тем, что он работает в импульсном режиме и размеры радиатора охлаждения могут быть небольшими. Ниже приведена схема блока управления для исполнения 24В.
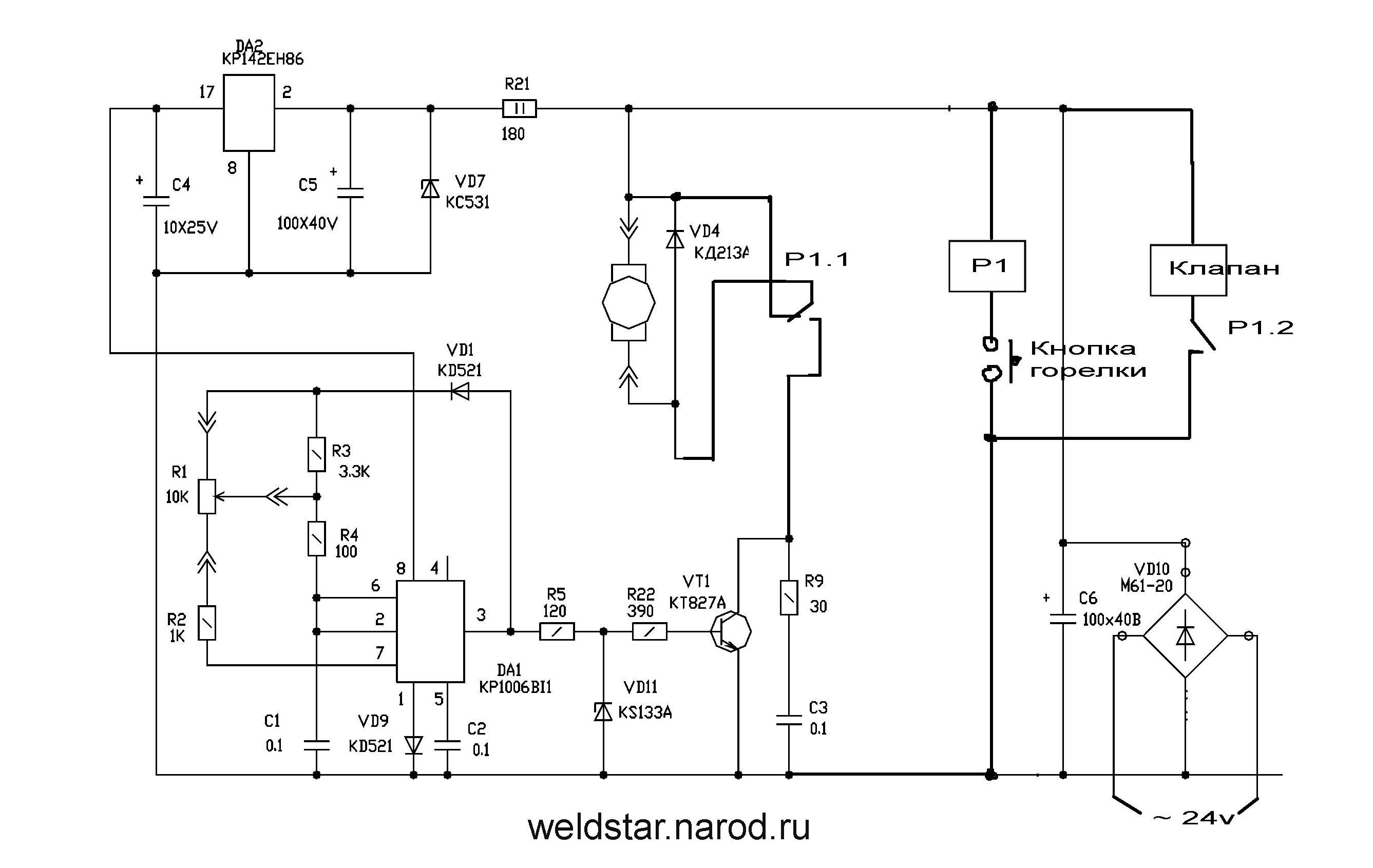
Вся схема устройства питается от переменного напряжения ~24в. Выпрямленное мостом VD10 напряжение используется для питания всех цепей, включая микросхему стабилизатора DA2, которая в свою очередь обеспечивает питание микросхемы таймера DA1 (1006ВИ1). Cкорость вращения двигателя определяется шириной импульсов на 3 выводе микросхемы DA1 и зависит от положения движка потенциометра R1. В исходном состоянии якорь двигателя зашунтирован нормально замкнутыми контактами реле P1, чем обеспечивается его динамическое торможение. При нажатии кнопки на горелке запитывается обмотка реле P1, что приводит к подаче импульсов с коллектора VT1 на двигатель контактами P1.1. Другая пара контактов P1.2 при замыкании полает питание на обмотку клапана защитного газа. От отдельной группы контактов реле P1 (на схеме не показана) производится включение источника тока.
VT1 - КТ827А в металлическом корпусе. C целью обеспечения надежности лучше использовать именно этот тип транзистора. Реле P1 – напряжение срабатывания 24В. Советую по возможности применять реле РМ4 (Рис.2), которое имеет большое число групп контактов, которые очень надежно переключаются даже при критических токах контактов и их искрении.
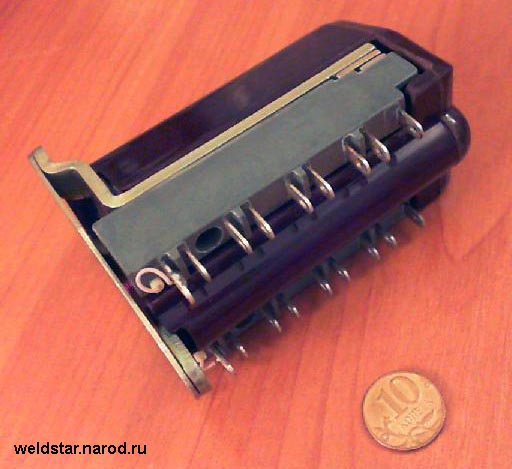 \
\Рис.2
DA1 – К1006ВИ1 или NE555
DA2- К142ЕН8Б или 7812
VD10 – диодный мостик рассчитанный на максимальный ток двигателя
Схема силовой части при проведении ремонта обычно не изменяется по сравнению с исходной. В большинстве полуавтоматов применяются схемы регулировки тока за счет переключения отводов от первичной или вторичной обмоток трансформатора.
После подготовки принципиальной схемы вооружитесь кусачками и отверткой для проведения «холодного демонтажа» узлов и проводки, которые необходимо удалить. В процессе демонтажа остаются нетронутыми мотор-редуктор, клапан, силовая часть, переключатель отводов и провода идущие от него к трансформатору источника сварочного тока. Все остальное, включая старую плату управления подлежит демонтажу.
После удаления всего лишнего вместо старой платы устанавливается новая, собственного изготовления. Я рекомендую тем, кто занимается ремонтами, иметь в запасе несколько таких плат для их оперативной замены. Далее производим электромонтаж необходимых соединений, правильность которого необходимо тщательно проверить перед первым включением. После подачи питания на плату управления проверяем наличие питающих напряжений на выходе стабилизатора DA2 и между 8 и 1 ножками DA1. До включения кнопки на горелке необходимо проверить отсутствие замыканий в цепи двигателя, чтобы не вызвать этим к.з и выход из строя транзистора VT1. После этого проверяем срабатывание реле P1 при нажатии кнопки на горелке. Далее проверяем включение двигателя и плавность регулировки его оборотов. Затем проверяется работа клапана и цепи подачи питания на силовой пускатель источника тока.
По окончании проведения указанных проверок можно приступать к общему опробованию полуавтомата на сварку, начиная с режима малых токов.
Преимущества указанного способа ремонта – универсальность и простота. В результате сварочный полуавтомат получает надежную систему управления, выполненную по «несекретной» для конечного пользователя схеме. В дальнейшем это обеспечит высокую ремонтопригодность и безотказную работу Вашего сварочника.